
WILSONART
®
THINSCAPE
®
Performance Tops
FABRICATION AND INSTALLATION GUIDELINES
Revised 1/2021 Copyright Wilsonart LLC.

CHAPTER I Introduction 3
CHAPTER II Safety 4
CHAPTER III Handling 5
CHAPTER IV Tools 6
CHAPTER V Cutting & Routing 9
CHAPTER VI Deck Seams 10
CHAPTER VII Sinks 12
CHAPTER VIII Cutouts 15
CHAPTER IX Cooktop Cutouts 16
CHAPTER X Conventional Backsplash 17
CHAPTER XI Edge Proling & Finishing 18
CHAPTER XII Installation 20
CHAPTER XIII Waterfall Edge 24
CHAPTER XIV Tabletop Fabrication 25
CONTENTS

Any fabrication procedure or technique not contained with-
in the Wilsonart
®
THINSCAPE
®
Performance Tops Fabrication
Manual will not be recognized by Wilsonart, LLC as an approved
method of fabrication. Deviations from these techniques must
be approved in writing by a Wilsonart Representative.
INTRODUCTION
page 3

General Safety:
Safety is a critical concern for any shop and key to a successful business. The following safety rules should
be incorporated into your safety program to help prevent an accident. Safety training, knowledge, product
use and environment are the responsibility of the facility owner and the shop employees.
Figure 4A
Figure 4B
Figure 4C Figure 4D
• Read directions carefully before fabricating/installing
Wilsonart
®
THINSCAPE
®
Performance Tops.
• Read and follow the instruction manual before operating the
different tools.
• Keep all guards in place and in working order.
• Ensure all tools are properly grounded. Never remove the third
prong.
• Keep work area clean, uncluttered and well lit.
• Don’t use electric power tools in a damp or wet work area.
• Keep visitors at a safe distance from the work area.
• Use the right tools. Don’t force a tool or attachment to do a job
it was not designed to perform.
• Always use safety glasses or approved eye protection and/or
face shield, ear/noise protectors and safety shoes. (FIG. 4A & 4B)
• Wear the proper apparel, no loose clothing or jewelry.
• Secure all work with the proper clamp or vise to a stable work
surface.
• Don’t overreach. Keep proper footing and balance at all times.
• Maintain tools in top condition. Disconnect tools before
servicing and when changing accessories such as blades, bits,
cutters, etc.
• Keep and use denatured alcohol, adhesives and materials in a
safe, ventilated place.
• Dust collection should be used when cutting, routing and
sanding. Tools should be used with dust collection at all times.
CAUTION: Always follow product, equipment and/or tool
manufacturer’s recommendations and instructions carefully.
Adhesive Recommendation/Safety:
Wilsonart recommends using 2-part acrylic epoxy with plastic weld or plastic bonder identiers on the
package. Devcon Plastic Welder Plexus MA300 and Loctite Epoxy Plastic Bonder are two recommended
2-part acrylic epoxy. (FIG. 4C & 4D) ALWAYS refer to the specic Technical Data Sheet AND Material Safety
Data Sheet for usage instructions and health/safety concerns, respectively. For information concerning
Wilsonart
®
Adhesives, contact www.wilsonartadhesives.com or the Wilsonart Hotline at 1-800-433-3222.
SAFETY
page 4

Handling:
Wilsonart
®
THINSCAPE
®
Performance Tops are very heavy. Therefore, care should be taken when handling
to protect employees and the decorative surface of the product.
Large panels should be transported by pallet/fork-truck or rolling table. Vacuum lifts are also
recommended for handling large (thick) panels.
Additional tips for working with Wilsonart
®
THINSCAPE
®
Performance Tops include:
• Place padding (slip-sheet or protective cardboard strips) between panels when stacking.
• Carry vertically to limit ex and possible breakage.
Storage:
• Store Wilsonart
®
THINSCAPE
®
Performance Tops in original packing with plastic sheeting on the face and
back in tack
.
• Wilsonart
®
THINSCAPE
®
Performance Tops should be stored in a controlled, moderate climate.
• Avoid storing in excessive heat/humidity extremes.
• All materials should be acclimated for a minimum of 72 hours before fabrication/installation.
• Material should not be stored near exterior doors that may result in exposure to rain or temperature/
humidity variations
Inspection:
Every effort has been made to supply high quality materials, free of defects. However, as the fabricator,
you must conduct a nal (pre-cut) inspection for manufacturing defects or damages to continue the
quality control process prior to fabrication.
Sheet Selection Process:
Wilsonart
®
THINSCAPE
®
Performance Tops have product information on labels that are adhered to each
sheet for proper identication.
Fab Tip: Be sure and remove peel coat from top and bottom of
Wilsonart
®
THINSCAPE
®
Performance Tops before installing.
•
HANDLING
page 5

The following suggested tool list is only a minimum requirement for professional and successful
Wilsonart
®
THINSCAPE
®
Performance Tops fabrication. Various woodworking and specialized fabrication
tools are available in the market today.
Figure 6A
Figure 6B
Figure 6C
Stationary Tools:
• Table or Panel Saw
• Miter (“Chop”) Saw
• Triple Chip Carbide Saw Blades
Hand & Power Tools:
• Routers (FIG. 6A)
· 3¼ HP with ½” (13mm) collet
· 3¼ HP Plunge base with ½” (13mm) collet
· 1½ -2½ HP with ½” (13mm)
collet (edge details)
• General Router Bits
· ½” (13mm) Straight cut
· ½” (13mm) Bottom bearing ush trim bit
· 1” (25.4mm) Top bearing ush trim bit
· Various prole bits
• Sanders (FIG. 6B)-Random Orbital
· Dust collection system (suggested)
· Sanding Disks (Micron and Grit Papers)
· Mirka Abralon pads
• Straight Edges (Phenolic or Aluminum)
• Clamps (FIG. 6C)
For further information, contact Wilsonart Technical and Fabrication Services at 800-433-3222
TOOLS
page 6

Stationary Tools:
Hand Tools - Routers, Sanders, Bits, etc:
Router Bits:
Powermatic 1-800-274-6848
www.powermatic.com
Delta 1-800-223-727
www.detlamachinery.com
Holz-Her 1-704-587-3400
www.holzher.com
Striebig 1-781-585-4364
www.csaw.com
Porter Cable 1-888-848-5175
www.portercable.com
A m a n a T o o l 1 - 8 0 0 - 4 4 5 - 0 0 7 7
www.amanatool.com
Velepec 1-800-365-6636
www.velepectools.com
Southeast Tool 877-465-7012
www.southeasttool.com
TOOL MANUFACTURERS
Sanding Equipment:
Sandpaper/Finishing Pads:
Pipe and Bar Clamps:
Fein 1-800-441-9878
www.feinus.com
Festool 1-800-423-3531
www.festoolusa.com
Surcare 1-800-669-5519
www.surcare.com
Innity Tools 877-872-2487
wwwinnitytools.com
3M Scotch-Brite & Trizact
1-800-742-9546
Micro Mesh 1-908-788-5550
www.sisweb.com
Norton 1-800-446-1119
www.nortonabrasives.com
Bessey 1-800-828-1004
www.americanclamping.com
Dynabrade 1-716-631-0100
www.dyabrade.com
Master Power 1-866-557-8316
Mirka 1-800-843-3904
www.mirka-usa.com
Sia 1-800-459-3534
www.sia-abrasives.com
www.masterpneumatictools.com
www.3m.com
page 7

Recommended Saw Blades:
Wilsonart Recommends:
Miscellaneous Tools:
A m a n a T o o l 1 - 8 0 0 - 4 4 5 - 0 0 7 7
www.amanatool.com
DML 1-800-242-7003
www.dmlwoodworking.com
FS Tool 1-800-387-9723
www.fstoolcorp.com
Keep-Nut™ insert IM2S-P1.4-20/H6
www.chemical-concepts.com
Innity Tools 877-872-2487
wwwinnitytools.com
Guhdo 1-800-544-8436
www.guhdo.com
Forrest 1-800-733-7111
www.forrestsawblades.com
Leitz 1-800-253-6070
www.leitz.com
Dustless sanding system
Fein Power Tools 1-800-441-9878
www.feinus.com
Specialized tools
The Pinske Edge 1-800-874-6753
www.pinske-edge.com
Fabrication tools
Align-Rite Tool Co. 1-888-624-1942
www.alignritetool.com
Straight edge
A.M.P.S. 1-800-669-5519
www.ampsedge.com
Vacuum base seam leveler/clamps
Perfect Seam 1-770-463-8321
www.omnicubed.com
Vacuum base seam clamps
Wood’s Power Grip Co. 1-800-548-7341
www.powergrip.com
Dust containment
Zip Wall 1-800-718-2255
www.zipwall.com
Adhesive dispenser repair parts
Conprotec Inc. 1-603-893-2727
www.mixpac.com
Sink Setter Brackets/Easy Leveling
Shelf and Counter Bracket
Sink Setter at Precision Works 1-714-847-3396
www.sinkset.com
Betterley Industries
1-800-871-7516
DeWalt 1-800-433-9258
www.dewalt.com
Specialty Tools 1-800-669-5519
www.specialtytools.com
Karran
®
Sinks 410-975-0128
www.karran.com
www.betterleytools.com
TOOL MANUFACTURERS
page 8
Chemical Concepts 1-800-220-1966
www.chemical-concepts.com

CUTTING & ROUTING
FAB Tips
• Based on the thickness of the nal Wilsonart
®
THINSCAPE
®
Performance Top application,
consideration of cabinets and appliances must be made during the plannings stages.
• When working with Wilsonart
®
THINSCAPE
®
Performance Tops, slower feed-speeds should be
expected due to the density of the material (as compared to HPL on particleboard/MDF).
• It is always appropriate to contact your tooling supplier for specic recommendations for feed, speed,
and tool geometry.
• While good quality carbide proves effective for small projects, diamond cutting tips may be more
durable and cost effective.
• Rate of advance of the cutter (chip load) should be .001”- .002”.
• Triple chip designs have shown to provide good cut quality. Hook + 15°.
• Panel saws with a “scoring-saw” option can minimize chipping on the exit side of the panel.
• While surface wear inhibitors can be a factor in tool life, the enemy in any machining process is heat.
• Cutting rates and feed speeds play a major role in both the practical life of tooling, as well as the
quality of cuts during machining. As in any machining process, specic machines and tool types will
vary and specic parameters will have to be established on site.
• Only use recommended cleaners per the care and maintenance sheet.
• Colored or printed towels can leave a residue which will contaminate the seam material and cause a
weak or stained bond line.
• Postforming is not recommended or approved by Wilsonart for the THINSCAPE
®
Performance Tops.
Please contact Wilsonart Technical Service Group at 800-433-3222 for further information.
• All edges should be sanded smooth and free of sharp corners and kerf marks, which result in stress
points.
• Hand Routing—For best results, nished edges of Wilsonart
®
THINSCAPE
®
Performance Tops should
be routed/milled. Rough cut panels to approximately 1/16” before nish routing. It is best to use cutters
with larger diameter shanks (1/2”). However, smaller tools may be used with minimal feed rates and
trim amounts. Two-ute carbide straight cutting bits work well for trimming.
• CNC Routing—The appropriate cutting sequence is largely determined by the type of machining
required. For example, large panel sizing may be completely different than cutting out nested parts.
In any case, the specic panel’s thickness, cutting sequence, and type/condition of the machine will
require that you “tune” adjustments for your particular process. A good starting point for machining is:
· Spindle speed—16,000-18,000.
· RPM’s Feed-rate—200-900 in/min.
page 9

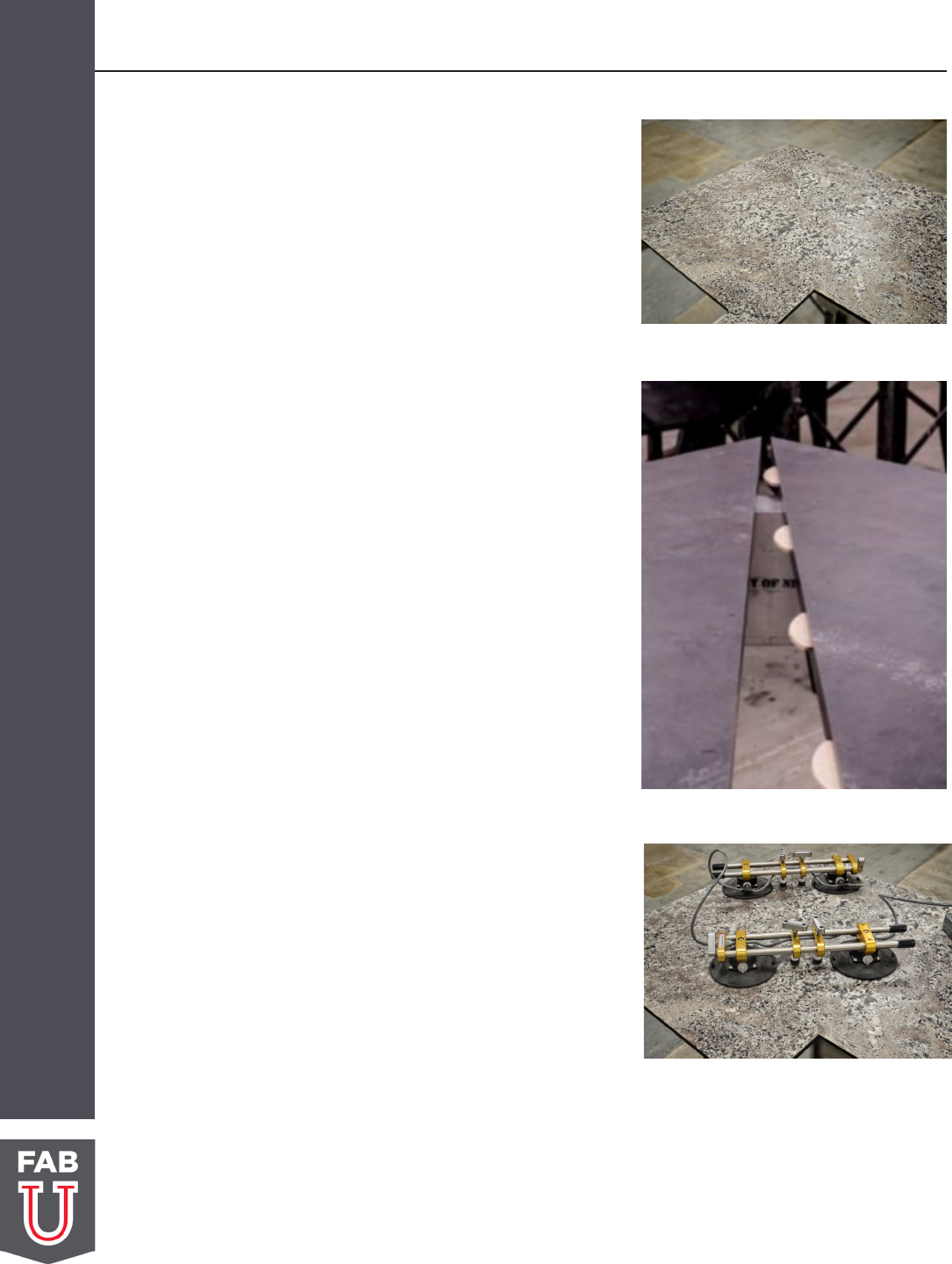
DECK SEAMS
Deck Seams–Conventional
• Machine both edges to be seamed. Slightly oversize both
Wilsonart
®
THINSCAPE
®
Performance Tops parts by a
maximum of 1/8”. Both sides must be routed for a proper
dry t and quality seam. (FIG. 10A)
• Seams should t tightly when dry tted.
• Alignment biscuits/wafers or slot bits are
required for alignment and leveling.
• For alignment, use biscuit slot cutter or slot bit to
machine slots for #20 biscuits. (FIG 10B)
• Minimum of 4 biscuits are required for butt seam or
45° seam. Biscuits on ends must be 3" from inside and
outside corners. Other biscuits should be distributed
evenly for maximum alignment and leveling. (10B. & 11B.)
• Dry t seams to insure a tight t. Place clear packing
tape (or other release material) under seam area that
may come in contact with seam supports to prevent
contamination.
• Thoroughly clean areas to be seamed with
denatured alcohol using clean white shop rag.
• Position sheets to be seamed 3/16” (4.8mm) to 1/4”
(6.4mm) apart.
• Prepare clamping materials.
• Prepare 2-part acrylic epoxy seam kits. Wilsonart
recommends using a 15 to 20 minute epoxy to allow time
for proper leveling and clamping.
• Prepare tube and tip to ensure proper mixture of adhesive.
• Fill the seam to 1/2 full and biscuit slots, apply biscuits.
• Damming the ends will make this easier.
• Slide the sheets together - make sure there is adhesive squeeze out along entire seam. Clamp the
seam together using bar clamps, suction cups, wood blocks or spring clamps. (FIG. 10C)
• DO NOT OVERTIGHTEN clamps.
• Over tightening will cause starved, weak seams.
• Clean seam area with denatured alcohol and clean white shop rag.
• Do not scrape, chisel or remove adhesive prior to being fully cured.
Figure 10A
Figure 10B
Figure 10C
page 10
Deck Seams–45° Seam
This method is recommended to be used for movement or
directional designs. Conventional 45° seams are the preferred
method for seaming, allowing the pattern movement to continue
throughout the application and ow in similar direction through
the angle or corner. (FIG. 11A)
Figure 11C
Figure 11B
Figure 11A
• Machine both edges to be seamed.
• Alignment biscuits/wafers or slot bits are required for
alignment, leveling and to eliminate movement of 45°
seaming process. (FIG. 11B) Use of 2-part acrylic epoxy
adhesive is recommended.
• Minimum of 4 biscuits are recommended for butt seam or
45° seam. Biscuits on ends must be 3" from inside and back
corners. Other biscuits should be distributed evenly for
maximum alignment and leveling. (FIG. 11B)
• Seams should t tightly when dry tted.
• Place a release material (such as packing tape) under the
seam to prevent contamination of deck seam.
• Thoroughly clean areas to be seamed with denatured
alcohol using clean white shop rag.
• Position sheets to be seamed 3/16” (4.8mm) to ¼” (6.4mm)
apart. Prepare clamping materials. (FIG. 11C)
• Prepare 2-part acrylic epoxy seam kits. Wilsonart
recommends using a 15 to 20 minute epoxy to allow time
for proper leveling and clamping.
• Prepare tube and tip to ensure proper mixture of adhesive.
• Slide the sheets together, making sure there is adhesive
squeeze out along the entire length of the seam.
• Clamp the seam together using selected clamping process;
wood blocks or suction cups with spring clamps (FIG. 11C),
bar clamps and/or other seaming system.
DECK SEAMS
page 11
Note: Based on kitchen dimensions, seam location and
movement design may vary and should be taken into
consideration.

SINKS
Wilsonart
®
THINSCAPE
®
Performance
Tops and Sink Installation Drop-In/
Self-Rimming
Stainless steel and other material type
drop-in (FIG. 12A) sinks/bowls can be
installed by following these instructions:
• Inspect sink for imperfections and verify color.
• Identify the location. The distance between the
drop-in sink cutout and a seam location must be
a minimum of 3” (75mm), while the distance from
the front edge of the countertop must be a mini-
mum of 1.5” (40mm).
• Position sink using center-line dimensions. Place
the sink upside down on the face of the counter-
top and mark around the perimeter of the sink
ange. (FIG. 12B)
• Using a template, draw a second line at least
3/8” (10mm) to a ½” (13mm) inside the rst line of
the sink perimeter, or to the manufacturer’s
guidelines. This should allow the drop-in to t
properly inside the cutout once the cutout
section is removed.
• Ensure all countertops are adequately supported
during all cutting processes.
• Using a ½” (13mm) bit, drill each of the 4 corners
of the inner line to create a clean radius corner.
Minimum ¼” (6mm) radius required at all inside
corner cutout locations. This will prevent any
potential stress cracking in the corners.
• Following the inner line, plunge with a hand
router using a ½” router bit (13mm) (FIG. 12C) or
use a circular saw with a guide rail and TCT triple
chip blade. Recommend cutting in stages of 1/8”
(4mm) depth increments. Always use a router bit
cut to nish nal cut into the radius corners.
Figure 12A
Figure 12B
Figure 12C
page 12

SINKS
Wilsonart
®
THINSCAPE
®
Performance
Tops and Sink Installation Drop-In/Self-
Rimming Continued
• Dry t vanity or sink to ensure proper t.
• Clean Wilsonart
®
THINSCAPE
®
Performance Tops and
vanity/sink ange with denatured alcohol.
• Apply ample amount of 100% silicone to the Wilsonart
®
THINSCAPE
®
Performance Tops in areas to receive
ange of vanity/sink.
• Check for silicone squeeze-out around entire sink area.
Wilsonart
®
THINSCAPE
®
Performance Tops
and Sink Installation Undermount
Stainless steel and other material type undermount
vanities (FIG. 13A) and sinks can be installed by following
the instructions below. It is always recommended to
review and follow vanity/sink manufacturer instructions.
• Develop a sink template from particleboard or
Wilsonart
®
THINSCAPE
®
Performance Tops by taking
dimensions from vanity/sink and transferring to
template material along with center lines.
• For best results, all cutouts must be conducted
using a router for template and Wilsonart
®
THINSCAPE
®
Performance Tops cutouts. (FIG. 13B)
• Fasten template with clamps to the face side of
the countertop. The use of an inner template is
recommended to support router and can be fastened
to face with hot melt.
• Using router with top bearing bit or template guide
and ½” (13mm) router bit, follow the template with router. Recommend cutting in stages of 1/8”
(4mm) depth increments. Always use router bit to complete cutout.
• Dry t sink to ensure proper t and that dimensions are accurate.
• Wilsonart
®
THINSCAPE
®
Performance Tops edges can be nished using a multi-step sanding
process. (FIG. 13C) See nishing section on page 18 for steps in nishing the sink cutout edge
prior to fastening vanity/sink to Wilsonart® THINSCAPE
®
Performance Tops countertop.
Figure 13A
Figure 13B
Figure 13C
page 13

SINKS
Sink Installation Undermount
Continued
• During the dry tting process mark locations of sink
clips. Use 4-6 sink clips for vanities and 6-8 clips for
kitchen sinks. (FIG. 14A)
• With sanding materials, scuff the Wilsonart
®
THINSCAPE
®
Performance Top at the bonding location
of ange or clip system stems. (FIG. 14B)
• Sink clips can be fastened by using Rotoloc
®
threaded
stems and clips, or by using inserts with threaded
stems and clips.
· Wilsonart recommends
Keep-Nut™ insert.
• Clean vanity/sink ange and area with denatured
alcohol to receive Rotoloc
®
stems and Devcon/Plexus
MA300 or equivalent plastic welder/bonder adhesive
to adhere to the backside of Wilsonart
®
THINSCAPE
®
Performance Top. (FIG. 14C)
· SinkSetter, an undermount sink
installation kit is also recommended
to install sinks in Wilsonart® THINSCAPE®
Performance Tops. www.sinksetter.com
• For insert installation, please follow recommended
manufacturer installation guidelines providing best
support scenario.
• Avoid securing sink clips to plumbing xture areas.
• Avoid screwing through the material unless adding
wooden strips or plate to secure to.
• Apply ¼” bead of 100% silicone to the center of the
vanity/sink ange. Fit vanity/sink, apply pressure and
fasten sink clips using wing nuts. Fasten wings equally
and apply pressure evenly. Prior to tightening, secure
vanity/sink to ensure proper installation and then
tighten. Ensure 100% squeeze out around the
perimeter of the vanity/sink.
• Adhering vanity/sink may take place during the
installation process in the actual application location.
Figure 14A
Figure 14C
Figure 14B
page 14

CUTOUTS
General Cutout Requirements
These procedures are for cutouts that do not involve heat generating/producing appliances or items.
See Cooktop Cutout requirements on page 16 for cutouts involving heat generating items installed in
or over a cutout.
• Cutouts must be completed and performed with a router only. (FIG. 15A)
• Inside corners of all cutouts must be radiused.
· Use 1/2” (9.5mm) or larger diameter bits.
· A 1/4" (6.4mm) minimum radius required or larger preferred at all cutout inside corners.
· See page 16 for Cooktop Cutouts requirements.
• Round over top and bottom edges of cutouts to a minimum of 1/16” (1.5mm) radius.
• Remove any roughness, nicks and/or router “chatter” with 150-grit (80 micron) or ner sandpaper.
(FIG. 15B)
• Allow at least 1/8” (3mm) clearance space on all sides for drop-in sinks and appliances.
• Allow at least 1/16” (1.5mm) clearance space on all sides for outlets.
• Web supports are required within 3” (76mm), but no closer than 1” (25mm) from the edge of the
cutout.
Figure 15A
Figure 15B
page 15

COOKTOP CUTOUTS
Cooktop Cutouts
• Cutouts must be performed with a router only.
• A minimum 1/4” (6.4mm) gap is required between
the edge of Wilsonart
®
THINSCAPE
®
Performance
Tops cutout and cooktop. (FIG. 16A)
• Inside corners of all cutouts must have a minimum
radius of 1/4” (6.4mm). (FIG. 16B)
• Round over top and bottom edges of cutout a
minimum of 1/16” radius.
• Sand sides of cooktop cutout to be free of
roughness, nicks and router “chatter” with
minimum 150-grit or ner sandpaper.
• Wrap entire cooktop opening with Wilsonart
®
9 mil
aluminum heat reective tape.
• Place an additional layer of tape at all corners.
Inform cooktop installer that tape must not be
removed. Nomex
®
will assist with heat resistance.
• Do not fold tape under the bottom of the cutout.
• Tape must extend past the edge of cooktop ange.
Trim excess. (FIG. 16A)
• Never fasten cooktop to Wilsonart
®
THINSCAPE
®
Performance Tops with mechanical fasteners.
• Use a wood block between the Wilsonart
®
THINSCAPE
®
Performance Top and the
cooktop fasteners.
• If minimum cutout dimension listed above cannot
be met, follow requirements for cooktop mantle or
stainless steel ring.
Figure 16A
Cooktop
Minimum
1/4” gap
9 mil
Aluminum
Heat Tape
Figure 16B
Inside corners of all
cutouts must be radius
minimum of 1/4” (6.4mm)
page 16

CONVENTIONAL BACKSPLASH
Backsplash
• Use 100% silicone to adhere backsplash to
countertop and wall.
• Apply continuous bead to the bottom of
backsplash to be adhered to countertop. Apply
dots of silicone to backsplash, hot melt adhesive
can be used to adhere backsplash to the wall while
silicone cures. (FIG. 17A)
• Remove excess silicone squeeze-out, leaving only a
small inside corner bead. (FIG. 17B)
• On full height backsplash, apply all Wilsonart
®
THINSCAPE
®
Performance Tops fabrication
guidelines.
· 1/4” (6.4mm) radiused inside corners .
· Space for expansion.
· Cutouts must be made with a router.
· Attach backsplash with silicone.
· Do not hard seam to countertop.
Figure 17A
Figure 17B
page 17

EDGE PROFILING & FINISHING
EdgeProling
• Wipe sanding dust from countertop edge between
sanding steps.
• Exposed edges can be shaped to enhance the
appearance and ergonomics of the installation. This is
especially true for Wilsonart
®
THINSCAPE
®
Performance
Tops used as a work-surface or countertop. Typical
shapes in wood-working and Solid Surface applications
are also obtainable with Wilsonart
®
THINSCAPE
®
Performance Tops:
· Fillet, Thumbnail, Flat,
Reverse-Knife
• Radius should be limited at the transition to the face
in order to minimize the “feathering” of the decorative
surface.
• For any other questions concerning edge proling,
please contact the Wilsonart Smartline at 800-433-3222.
Finishing
• Machining edges will normally result in slight-to-moderate cutter/kerf marks.
• These edges can be nished by using a random orbital sander to smooth the edges until they
possess an attractive appearance. (FIG. 18A)
• Edge nishing is a multi-step sanding process that utilizes large-to-small grit. Similar to Solid
Surface nishing, the nal nish using the following sanding steps are the recommend nishes:
Figure 18A
Finish Type USA Grit 3M™ Micron
Matte Finish
120, 180, 220 Grit
Finishing with Mirka Abralon 360
or Scotch-Brite
100, 80, 60 micron
Finishing with Mirka Abralon 360
or Scotch-Brite
Satin Finish
120, 180, 320 Grit
Finishing with Mirka Abralon 1000
or Scotch-Brite
100, 80, 60 micron
Finishing with Mirka Abralon 1000
or Scotch-Brite
Semi-Gloss
Finish
120, 180, 320 Grit
Finishing with Mirka Abralon 1000
and 2000 or Scotch-Brite
100, 80, 60 micron
Finishing with Mirka Abralon 1000
and 2000 or Scotch-Brite
page 18

Standards
U.S. standard system: 16 grit (coarsest) to 2,000 grit (nest)
· Trizact™: 60mx (coarsest) to 20,000mx (nest)
· Micron system: 100 micron (coarsest) to .3 micron (nest)
· Abralon: Medium (coarsest) to mirror ne (nest)
Suggested Products
3M
®
Trizact™ Abrasives
1-800-742-9546
· 1-800-364-3577 in the U.S.A.
· 651-737-6501 outside the U.S.A.
Mirka Abralon Pads
1-800-843-3904
· Recommended for dark colors.
EDGE PROFILING & FINISHING
page 19

INSTALLATION
Jobsite Preparation
• Based on the thickness of the nal
Wilsonart
®
THINSCAPE
®
Performance
Top application, consideration of cabinets
and appliances must be made during the
plannings stages.
• Do not install Wilsonart
®
THINSCAPE
®
Performance Tops over a solid substrate.
Air movement must be allowed to reach
the top and bottom of the slab. Warpage
may occur due to changes in temperature
and humidity. Where a full substrate is
required holes can be cut in the substrate
to allow air movement.
• Supports are required every 24”.
• Ensure cabinets are leveled. Shims may
be used for assistance. (FIG. 20A)
• Certain unsupported areas are in need of
stronger frame material. These include
inside corner cabinets, especially for a
Lazy Susan, dishwasher openings, sink
base fronts, desks and anywhere else that
the cabinet is weaker. (FIG. 20B)
Figure 20A
Figure 20B
page 20
• Place cabinet supports at both sides of all cutouts. Place supports no closer than 1” (25.4mm) and no
further than 3” (76.2mm) from sides of cutout.
• Multiple bowl installations require special reinforcement to provide adequate support.
• Place cabinet support along both sides of the bowl installation.
• Place sink setters, solid wood, MDF or plywood supports between each bowl.
• Supports must be attached to cabinet base to alleviate exing.
• Free standing stoves must be set at a minimum of 1/16” higher than the
surface of the countertop.
• Insert method is recommended to be used for dishwasher clips only.

INSTALLATION
Overhangs
Additional support is required when the countertop overhangs the cabinet.
Refer to the following chart to determine support required:
When brackets (corbels) are used, place them no more than 24” (609.6mm) apart. In addition, place
brackets 12” (304.8mm) from open ends and against wall ends. (FIG. 21A & 21B)
Figure 21A
Figure 21B
Overhang Support Required
0" to 6"
(0-152.4mm)
None
6" to 18"
(152.4mm-
304.8mm)
Figure 21A
Brackets or Corbels
18" to 24"
(457.2mm-
609.6mm)
Brackets (corbels)
and
Supporting legs
page 21

INSTALLATION
Fab Tip: Be sure and remove peel coat from top and bottom of
Wilsonart
®
THINSCAPE
®
Performance Tops before installing.
Tools
• Keep Nut Inserts Keep-Nut™ insert (IM2S-P1.4-20/H6). https://www.chemical-concepts.com/
• Thread cutting screws Type F point thread cutting screw with a machine screw thread with a blunt
tapered point, having multi-cutting edges and chip cavities.
• Cordless Drill
• Drill Bit
• Hammer
• Silicone
Silicone Installation
• Ensure cabinets are secure and level prior to installation.
• Use only 100% pure silicone to secure countertop to cabinet frame – no construction mastic.
• Use lineal beads of silicone at a minimum width of 1/8”.
• Apply bead along the front of cabinet and add dime-sized dabs every 12” (304.8mm) to 18” (457.2mm)
along the back of cabinet’s supports.
• Do not place silicone in the inside corners.
Keep-Nut Installation
• Wilsonart
®
THINSCAPE
®
Performance Tops should be fastened to countertops using Keep-Nut
inserts, threaded stems, wingnuts and L-Brackets along with silicone.
• Attach L-bracket to corners of cabinet bases using wood screws.
• Pre-mark holes to be drilled by placing the slab on the cabinet base in correct location and mark
with a pencil through L-bracket.
• Flip top over and pre-drill holes using Keep-Nut drill bit (11.8mm) and stop collar.
• Using Keep-Nut setting tool and a hammer, insert Keep-Nut inserts into pre-drilled holes by tapping
into place and insert threaded stems.
• Apply silicone to cabinet base as described in previous section.
• Flip the slab back over, and align the slab to the cabinet base using the treaded stems and L-brackets
• Thighten with wing nuts.
Thread Cutting Screw Installation
• Wilsonart
®
THINSCAPE
®
Performance Tops should be fastened to countertop using a proper sized
Type F thread cutting screw, L-bracket or Figure 8 fastener, and silicone.
• Attach brackets or fasteners to corners of cabinet bases using wood screws.
• Pre-mark holes to be drilled by placing the slab on the cabinet base in correct location and mark
with a pencil through bracket or fastener.
• Flip top over and pre-drill holes using appropriate drill bit and stop collar.
• Apply silicone to cabinet base as described in previous section.
• Flip the slab back over, and align the holes in the slab with the bracket or fasteners and screw the
Type F thread cutting screws into the slab, being careful not to over tighten.
Fab Tip: Be sure and clean out holes to allow room for Type F screw
page 22

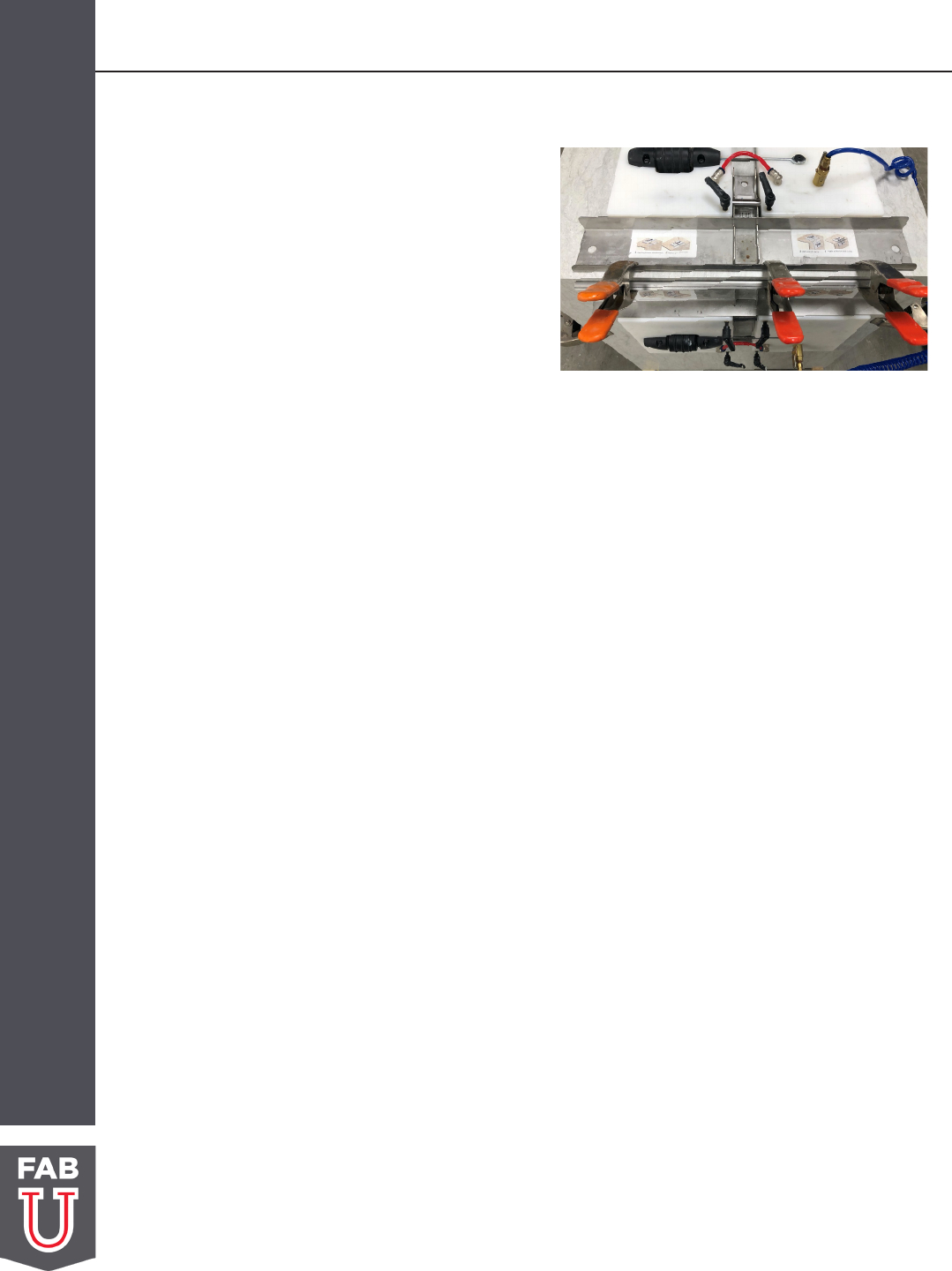
Wilsonart
®
THINSCAPE
®
Performance Tops Backsplash
• With all Wilsonart
®
THINSCAPE
®
Performance Tops, 100% silicone adhesive should be used to
adhere the product backsplash to the wall.
• Apply ¼” (7mm) diameter vertical beads of silicone approximately 5/8” (15mm) in from each edge
• Then, apply vertical beads every 4” (100mm).
• Do not trowel or spread beads prior to installation, the bead format recommended will allow space
for proper airow.
• Be sure to start and stop the bead approximately ½” from the bottom and top of the panel.
• The area directly behind the cooktop should also have additional ¼” (7mm) vertical beads spaced 1”
(25.4mm) apart and at least 12” (300mm) high (FIG. 22).
Fab Tip: Do not apply a horizontal bead of silicone on the top of the Wilsonart
®
THINSCAPE
®
PerformanceTop.Thiswillpreventairowtothebacksideofthepanel.
• Silicone bead is recommended between countertop and backsplash bottom edge interface and
ensure squeeze-out for proper seal of area after clean-up.
• J-Roll the entire Backsplash area to ensure a proper bond.
• Cutouts require a minimum 1/8” radius on all inside corners.
INSTALLATION
page 23
Figure 22
1"
(100mm)
(300mm)
(25.4mm)
2"
2"
12"
4"
INSTALLATION
Wilsonart
®
THINSCAPE
®
Performance Tops Waterfall Edge
1. Pieces must be level and at
2. 2 - part epoxy
3. 3-1/4hp router and 45-degree chamfer bit
4. Straight edge
5. Monument clamps
6. Waterfall miter clamp accessory
7. Cabinet base
8. Spring clamps
9. Sanding sponge
This method is recommended to be used for the fabrication of Wilsonart® THINSCAPE®
Performance Tops Waterfall Edges.
• The slabs will need to be cut separately.
• Identify all cutout and appliance locations.
• Oversize the pieces, the nal cut will be made before seaming.
• Prole and sand edges prior to cutting 45-degree miters.
• Use a 3-¼ hp router with a 45-degree in both places. This will take three passes to complete this
cut. The rst two passes can be made using the bearing to run on the bottom of the slab. On the
nal cut a straight edge will need to be clamped to the slab so that the base plate of the router will
run up against it for the nal pass.
• Repeat this process on the other half of the slab.
• Mount the vertical panel to the cabinet base using spring clamps to hold in place.
• Place horizontal piece on cabinet base and dry t the 45-degree seam for proper t.
• Mount the vertical piece to the cabinet base using 100% silicone or Keep Nut fasteners. Depending
on style of cabinet.
• Remember if the base has a solid panel that will be adjacent to the slab holes will need to be
cut into the side panel to allow airow to the backside of the slab.
• Spring clamps can be used along with shims to hold in place until silicone cures.
• Place the horizontal panel on the cabinet base and slide near the vertical panel allowing enough
room to apply adhesive.
• Place waterfall miter clamp about 1/2” from 45-degree edge on the horizontal panel use monument
clamps to hold in place.
• Repeat process on the vertical panel.
• Prepare epoxy 2-part seam kit. Apply to vertical panel edge.
• Slide the horizontal panel toward the vertical panel and make sure there is squeeze out along the
entire seam.
• Apply pressure by using the spring clamps attached to the waterfall miter clamp.
• Clean squeeze out with laminate chip and clean rag with denatured alcohol.
• Allow the epoxy to fully cure before removing the clamps (1 hour).
• Remove clamps and clean with rag and denatured alcohol.
• Soften edge using a sanding sponge.
page 24

page 25
TABLETOPS
FABRICATION OF TABLETOPS USING WILSONART
®
THINSCAPE
®
PERFORMANCE TOPS
Tools
• Keep Nut Inserts Keep-Nut™ insert (IM2S-P1.4-20/H6). https://www.chemical-concepts.com/
• Thread cutting screws Type F point thread cutting screw with machine screw thread with blunt tapered
point, having multi-cutting edges and chip cavities.
• Cordless drill
• Drill bit
• Hammer
Tabletop General
• Support for the Wilsonart
®
THINSCAPE
®
Performance Tops composite material is critical when choosing
table bases.
• Choose a base that is going to provide the necessary support and balance for the appropriate size tabletop.
• 36” or 42” Tabletops are recommended. Larger tops will require additional support.
• Single corner legs are not recommended unless additional support or framing is applied.
Installation
Keep Nut Installation
• Wilsonart
®
THINSCAPE
®
Performance Tops can be fastened to table base using Keep Nut inserts threaded
stems and wingnuts .
• Pre-mark holes by placing table base on backside of the slab and marking with a pencil.
• Pre-drill holes using Keep Nut drill bit (11.8mm) and stop collar.
• Using setting tool and hammer, insert Keep Nut inserts into pre-drilled holes by tapping into place.
• Insert threaded stems. Align table base onto stems and use wing nuts to tighten.
Thread Cutting Screw Installation
• Wilsonart
®
THINSCAPE
®
Performance Tops can be fastened to table base using a proper sized thread
cutting screw.
• Pre-mark holes by placing table base on backside of the slab and marking with a pencil.
• Pre-drill holes using appropriate drill bit and stop collar.
• Align table base with pre-drilled holes and insert thread cutting screws and tighten.
Fab Tip – Be sure and clean out holes to allow room for screw.

Customer Support
Customer Satisfaction
Customer satisfaction is achieved by using
a commonsense approach. Treat your
customer fairly. Word of mouth is the best and
least expensive form of advertising. Quality
assurance in fabrication and installation is of
the utmost importance, as the fabricator’s
reputation depends upon this.
The following is mandatory:
• Care and Maintenance information
should be provided to end user.
Information can be found at the
Wilsonart website, www.wilsonart.com/
care-and-maintenance. (FIG. 23A)
Figure 23A
page 26
